Балки цельные струнобетонные БНД 12-2 - высокопрочный железобетонный элемент, выпускающийся, согласно, нормативного документа. Изделие разработано с целью сооружения покрытия для производственных зданий с кровлей из рулонных материалов. Балки запроектированы нескольких типоразмеров для пролетов 9, 12, 15 и 18 метров с шагом колонн 6 метров. Данные элементы могут применяться, как для односкатной кровли, так и для двускатной кровли. Они рассчитаны на принятие нормативных нагрузок от покрытия и нагрузок от неравномерного распределения снеговой нагрузки. Рабочие чертежи изделия и рекомендации применения содержит Серия ПК 01-06. Применение для зданий с более тяжелой кровлей или подвесным транспортным оборудованием не допускается без пересчета.
1.Расшифровка маркировки
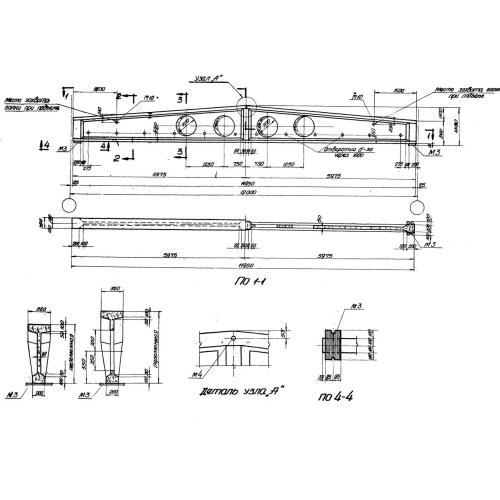
Для условного обозначения разработана лаконичная маркировка. Она представлена буквенно-числовым выражением. По маркировке можно прочитать основные характеристики изделия Рассмотрим расшифровку марки на примере БНД 12-2 где:
1. БНД - тип конструкции - балка напряженная двускатная;
2. 12 - длина пролета;
3. 2 - нагрузка.
Посредством маркировки изделие прописывается на рабочих чертежах. На складе готовой продукции все балки должны быть промаркированы, это делается для возможности сортировки и последующего обнаружения.
2.Материалы и производство
Выпускаются балки на специализированном заводе сборного железобетона. При производстве необходимо соблюдать технологические правила и правила производственной санитарии. Бетонирование изделий осуществляется по стендовой технологии в рабочем положении. За основу берется тяжелый бетон марки 400 и для балок 18 м марки 500. Высокая прочность изделия достигается закладкой арматурного каркаса. В качестве рабочей арматуры используется стальная углеродистая проволока диаметром 5 мм. Перед бетонированием проволоку натягивают при помощи гидравлических домкратов. Отпускать натянутую проволоку следует только после того, ка бетон достиг не менее 70% запроектированной прочности. Термообработку бетона следует производить, до отпускания натянутой проволоки. Бетонирование балок производится непрерывно, но не более 2-х часов. Для удобства подъема и монтажа предусмотрены отверстия диаметром 4 мм. Для крепления балок и соединения с другими конструктивными элементами предусмотрены закладные детали и металлические пластины. Все выступающие металлические части должны быть покрыты антикоррозийным составом.
Перед отправкой заказчику производитель проводить проверки и испытания балок со своей стороны. В ходе проверки тщательно осматривается бетонная поверхность балок, она должна быть ровной и гладкой без маслянистых и ржавых пятен. Не допускаются трещины, раковины и бетонные наплывы. Геометрические параметры не должны превышать показаний указанных в нормативных документах. Соответствие изделия всем нормам подтверждается паспортом качества.
3.Транспортировка и хранение
Складируются балки, рассортированные по маркам и выпущенным партиям. Хранятся изделия в рабочем положении с обязательной опорой на инвентарные изделия. Место хранения балок должно быть обеспечено удобными подъездными путями. Подъем, разгрузку, монтаж производят специальной техникой. Следует исключить действия, которые могут привести к нарушению целостности продукции, например свободное падение. Перевозят балки специальным транспортом, имеющим подходящую грузоподъемность. Комплекс погрузочно-разгрузочных работ производить с соблюдением техники безопасности.